
圧縮コイルばね
圧縮コイルばねとは…
押される力に対して戻ろうとする ばねの基本タイプ。
細い線材料を間隔を開けてらせん状に巻き、押し縮めることで反発する力を利用します。
※コイルばね・スプリング・押しバネと呼ばれることもあります

圧縮コイルばねの各部名称

※図面に【内径・中心径・外径】のすべてを記載する必要はなく、
内側に相手物(軸やピン)が入る場合は【内径】を、外側のスペースが決まっている場合は【外径】を記載します。
許容公差(管理する寸法/±0.2など)を記載すると製作者は“ここが重要なんだな!!”と図面から解ります。
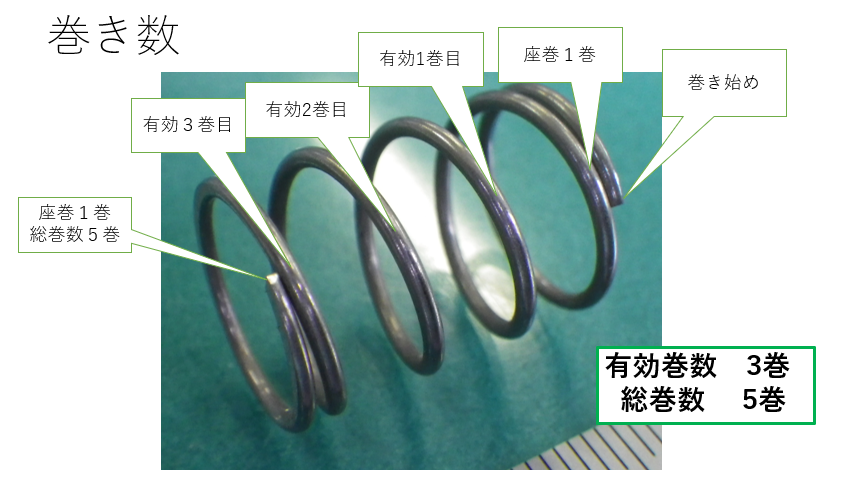
巻き数の名称と数え方
巻き始め・巻き終わり(両端部)の形状と名称
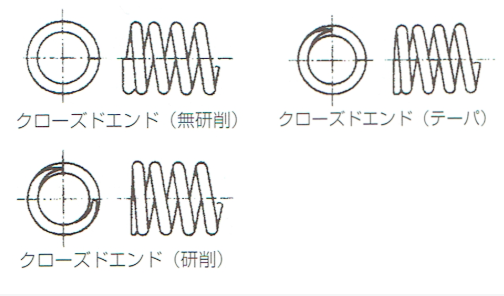

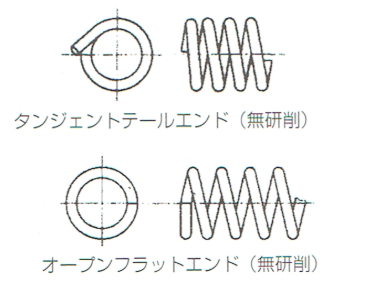



クローズエンド オープンエンド ピッグテールエンド
※中央ばね工業㈱で製作する圧縮コイルばねはほとんどが【クローズエンド】(←左写真)のものです!!
両端をクローズエンドにすることにより絡まりの防止にも有効的です。
両端研削とは…(研磨)
圧縮コイルばねの巻き始め・巻き終わりを削ることを【両端研削(りょうたんけんさく)】【両端研磨(りょうたんけんま)】と呼びます。
圧縮コイルばねの両端部を削ることにより
◆ばねを立たせたときの直角度を良くし、ばねにかかる力を均一にする
◆ばね設置時に相手物の損傷を防ぐ
◆密着長の減少 …などの働きがあります。
両端研削(研磨)の必要性は使用方法やにより異なり、
基本的に線径の細いばね(線径1mm以下・ばね指数10以上)は研削しなくても精度上は問題はないとされています。設計中のばねの研磨の有無を決めかねている方はお気軽にご相談ください。



両端研磨あり 両端研磨なし 研磨機
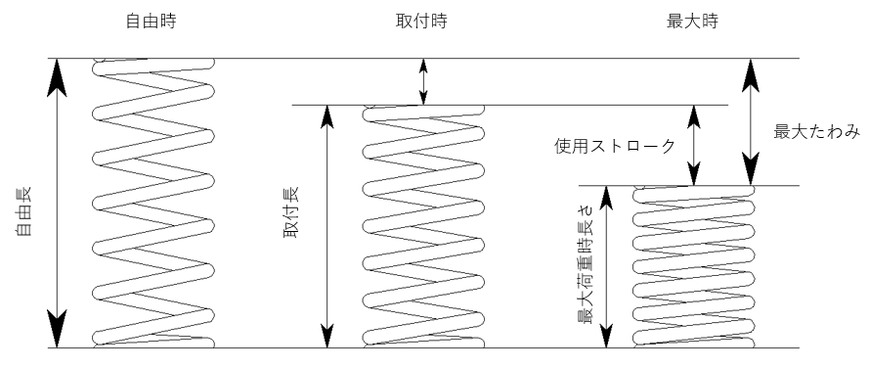
圧縮コイルばねのしくみ


ばねの力を強くしたい場合はばね定数を高くし、ばねの力を弱くしたい場合はばね定数を低く設計する。
ばね定数の調整方法
◆線径 … 太い > 細い
◆コイル径 … コイル径が大きい < コイル径が小さい
◆巻き数 … 巻き数が多い < 巻き数が少ない
◆ピッチ … ピッチが広い > ピッチが狭い
◆弾性係数 … 弾性係数が高い > 弾性係数が低い ※材質の変更(弾性係数は材質により異なります)
ばねについてお悩みの方は設計のお手伝いをしますので、お気軽にお問合せください♪
ばね指数とは…
◆ばねの加工性
◆ばねの寿命
◆ばねが自立するか …など、ばねを設計する中でとても重要な値です。
コイル中心径 ÷ 線径 = ばね指数
このばね指数が小さいと「カチカチ」のばね、大きいと「ふわふわ」のばねになります。
ばね指数が4~22の範囲で設定することが望ましいとされています。


ばね指数4.1「カチカチ」のばね ばね指数29.5「ふわふわ」のばね
※線径Φ0.7・外径Φ3.6(中心径Φ2.9)=ばね指数4.1 ※線径Φ0.35・外径Φ10.7(中心径Φ10.35)=ばね指数29.5

いまさら聞けない⁈ ばねの基礎知識 はこちらをダウンロード!!
↓ ↓ ↓
ご意見お聞かせください♪
フォームが表示されるまでしばらくお待ち下さい。
恐れ入りますが、しばらくお待ちいただいてもフォームが表示されない場合は、こちらまでお問い合わせください。