
ばね材の熱処理・テンパー処理の解説
◆名称
ばね製作における熱処理は、テンパーやテンパー処理・アニール処理と呼ばれます。
※昔はブルーイングとも呼んでいたそうです*
◆ばね材の熱処理・テンパー処理とは…

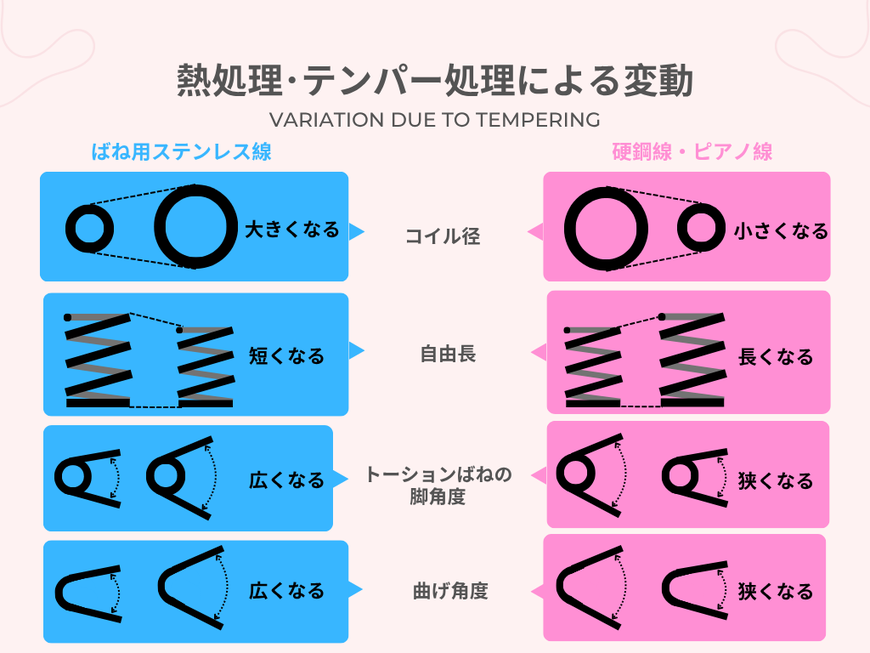
◆熱処理による熱変動
ばね材は熱処理によって内部応力が解放されるため、材質ごとに異なる変形傾向が現れます。
ステンレス鋼線は、加工時に引張応力を多く含んでいるため、熱処理によってそれが解放されると「広がる方向」に変形します。コイル径は大きくなり、自由長は短くなる傾向です。
一方、ピアノ線や炭素鋼線は圧縮方向の応力が影響しやすく、熱処理によって「縮む方向」に変形します。コイル径は小さくなり、自由長は長くなる傾向が見られます。
この違いを理解していないと、狙った寸法や荷重に仕上がらない原因になります。
そのため、ばね設計や試作段階では、材質ごとの熱変動を見越した調整が欠かせません。
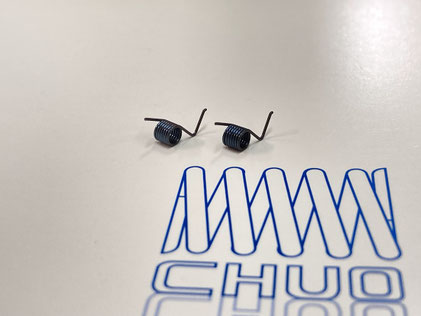
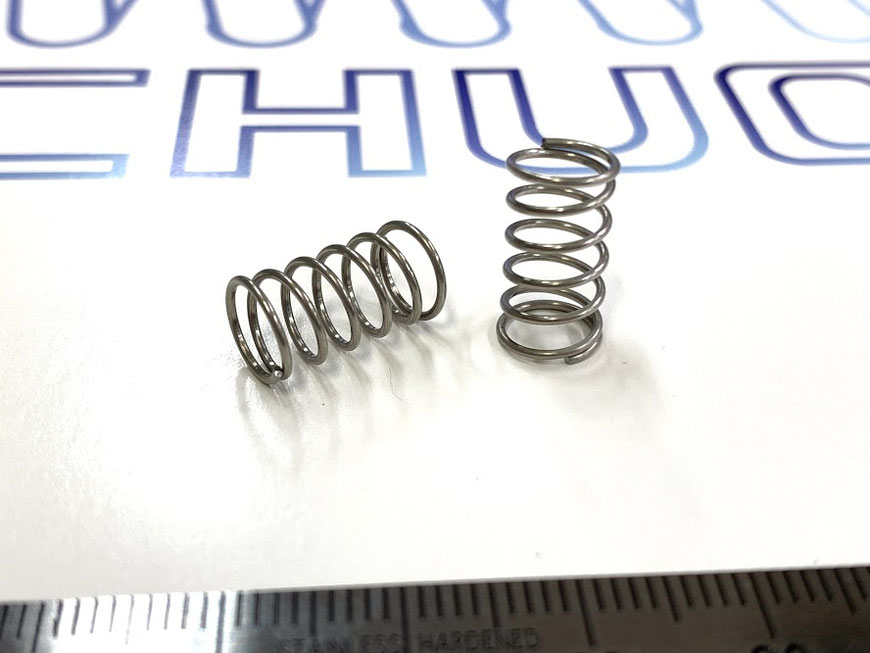
◆熱処理変形した楕円ばねの一例★


技術者は、熱処理後の変形を考慮しながら、ばね成形を行っています💦
◆熱処理設備の紹介
中央ばね工業㈱では、安定した品質の製品を製作する為、
基本的にばね加工成形→電気炉の直結、一体型でばね成形を行っております。
電気テンパー炉は旧式から最新のものまで各種取り揃えており、製品に合わせ電気テンパー炉を選定しています。






◆中央ばね工業㈱の熱処理・テンパー処理の温度&時間
中央ばね工業㈱ではお客様より熱処理・テンパー処理の図面指示がない場合は、
下記の通り、社内規定に準じた熱処理・テンパー処理[温度×時間]を実施します。
| 材 質 | 温 度 | 時 間 |
| ステンレス鋼線 | 350~400℃ | 3~5分程度 |
| ピアノ線 |
300~350℃ |
3~5分程度 |
| リン青銅 |
150~250℃ |
3~5分程度 |
| SUS631(析出硬化系ステンレス) |
470±10℃ |
60分程度 |
| めっき線(SWIC-Fなど) |
220~250℃ |
3~5分程度 |
|
初張力が重視されるばね* …熱処理で初張力が弱まる為 |
200~250℃ |
2分程度 |
※ご希望の熱処理・テンパー処理条件[温度×時間]がある場合は、図面に記載してください(対応可否は別途協議にて)
◆~ちょっと一休み…〈ブルーイング〉について*
「ブルーイング」と呼ばれる理由は、熱処理後のばね表面が青く変色することに由来しています。
ばね材をテンパー処理(低温焼きなまし)すると、加熱温度に応じて金属表面に酸化皮膜が形成されます。
このとき、温度帯がおよそ300℃前後になると、光の干渉によって青色に見える現象が起こります。
この「青い発色」が特徴的なため、ばね業界ではテンパー処理のことを「ブルーイング」と呼ぶようになりました。
もともとは見た目の変化を表した呼び方ですが、実際には単なる色付けではなく、内部応力の除去やばね特性の安定化という重要な役割を持っています。
なお、ブルーイングの色味は温度管理の目安としても使われることがあり、均一な青色になっているかどうかで、熱処理の状態を簡易的に確認する方もいるそうです…が……
△ご注意を!!
中央ばね工業㈱では、
ピアノ線において、ばね表面が青色になるまで高温・長時間で熱処理を行う「ブルーイング」は推奨していません。
外観上の青色を目的とした過度な熱処理は、材料内部の組織や繊維状構造を損なう恐れがあります。
その結果、強度低下や破断といった不具合につながる可能性があるのです。
適正な品質を維持するために、規定の熱処理条件である温度と時間で応力除去を実施しています。
見た目ではなく、性能と信頼性を重視したばねづくりを大切にしています♪
いまさら聞けない⁈ ばねの基礎知識 はこちらをダウンロード!!
↓ ↓ ↓
ご意見お聞かせください♪
フォームが表示されるまでしばらくお待ち下さい。
恐れ入りますが、しばらくお待ちいただいてもフォームが表示されない場合は、こちらまでお問い合わせください。